In a world where 3D printing is becoming more popular by the day, it’s very important to work on your 3D printing literacy. You can’t afford to be unaware of the basic technologies used in 3D printing that are on their way to reshaping the world.
If you’re still relatively new to the world of 3D printing and want to be familiar with the basic technologies, you’ve come to the right place. We’ll navigate you through the basic 3D printing technologies and help you have a better idea of their concept in a relatively simple way. The term ‘3D printing is actually all-encompassing and includes the various techniques involved in the process like FDM, DLP, SLA, etc. We know these acronyms can be confusing and aren’t self-explanatory at all.
Before moving forward, it is important to understand that until now, seven different 3D printing processes have been identified. To implement these seven processes, eleven different 3D printing technologies have been identified. So it is necessary to understand these processes a little before we look at the technologies that implement those processes.
So without further ado, let’s get towards a simplified explanation of each of these topics.
Process: Material Extrusion
In this process, a filament of thermoplastic is melted by passing it through a pre-heated nozzle. The molten filament is then deposited on the print bed along with pre-fed coordinates. The filament cools, solidifies, and the product is created this way, one layer at a time. FDM is a technique that implements this process.
Fused Deposition Modeling (FDM)
Fused Deposition Modelling is sometimes referred to as Fused Filament Fabrication. This is one of the most common techniques in which material is extruded to form the product. This is one of the cheapest techniques as well.
A spool of filament is loaded in the 3D printer and fed through to a printer nozzle. The printer nozzle is located in the extrusion head. The idea is to melt the filament by passing it through the printer nozzle while the nozzle is heated.
Once the filament is in a molten state, it is laid on the build plate where it solidifies. The filament is laid on specific coordinates by the extrusion head. A single layer is completed this way.
Once a layer is complete, the printer repeats the process for the next layer and eventually, a solid product is formed layer by layer.
Process: VAT polymerization
In this process, a photo resin is cured in a Vat. The photo resin is cured by a light source. The techniques that emerged to implement this process differ in the type of light that they use for the process. SLA and DLP are the two techniques that implement this process.
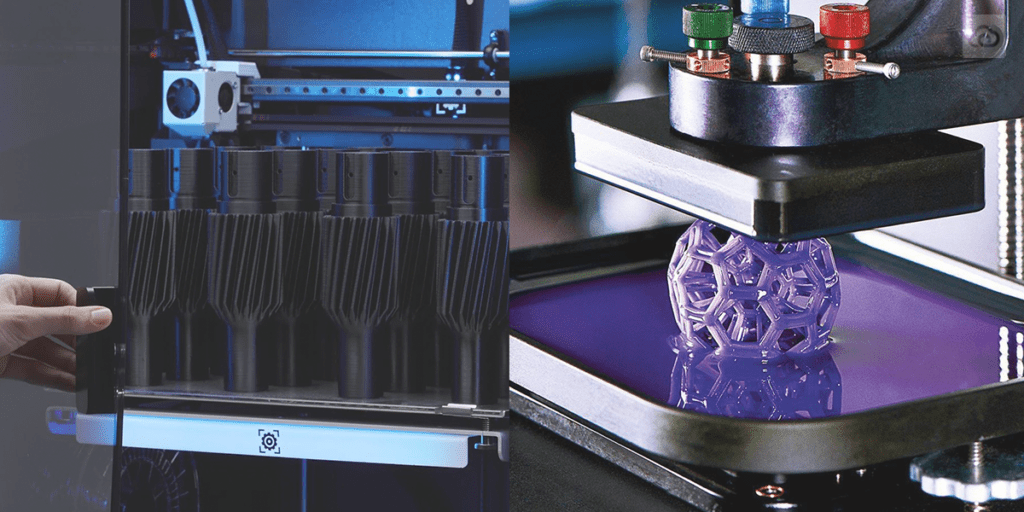
Stereolithography (SLA)
The resin is present in the Vat and a beam of laser is passed through a selective cross-section of the resin. The resin in contact with the laser beam solidifies and a solid layer is formed. The process is repeated layer by layer until a complete solid product is formed.
To direct the laser beam to selective areas, mirrors known as ‘galvos’ are used. The galvos are positioned along X and Y axes and direct the laser beam to desired areas.
Since the SLA method uses a point laser to map the cross-section of the resin, it can take a bit longer to do so. This problem is solved in the DLP technique.
Digital Light Processing (DLP)
The light source in this technique is a digital light projector. To navigate the light to the desired areas and project the light on the build platform, a digital micromirror device is used that consists of multiple small micromirrors. In this technique, a single image of each layer is ‘flashed’ all at once. Each layer cured in DLP is in the form of voxels or small rectangular blocks.
DLP is faster than SLA because, in SLA, the entire cross-section is slowly mapped by a point of the laser. In the case of DLP, the entire layer is exposed to light (and cured) at once.
Process: Binder jetting
In this process, certain selective regions of the powder bed are bound using a liquid binder. An initial layer of powder is required over the build platform. A printhead is used that deposits binder droplets to the powder. Each layer is produced after the binding droplets bind selective areas from the powder.
The powder bed is lowered upon completion of each layer. The process is repeated until the product is completed. The final product is removed from the powder bed and any unbound powder is removed by using compressed air.
Sand binder jetting
A polymer binding agent is used to bind the powder in this technique. Sand-cast moulds are often fabricated using this technique.
A plaster-based model is used along with a liquid binder if coloured models are required. Two printheads are used in this case. One jets colour, and the other jets binding liquid.
Metal binder jetting
If metal objects are to be printed, then a metal powder is used with a polymer binder. Complex metal geometries can be fabricated that are often difficult with traditional meaning.
Process: Powder bed fusion
In this process, selective powdered particles are fused together to form the end product. The fusion is caused by exposure to a thermal energy source. Normally powder is spread over the previous joined layer and the fabrication process is discrete rather than continuous.
Selective Laser Sintering (SLS)
Selective Laser Sintering (SLS) is the technique used to implement the DLP process. Heat fusible powders are sintered in this process by using a laser beam. The areas corresponding to the CAD model are sintered and one layer is sintered at a time.
Upon completion of one layer, a new layer of loose powder is spread over the build area with the help of a counter-rotating roller. The powders are also pre-heated below their melting point for increasing bonding. A layer-by-layer bonding of the solid mass results in the creation of a three-dimensional solid body.
Process: Powder bed jetting (for metals)
In this process, a metal object is produced by using a metal powder that is bound by exposure to a heat source. The process continuously adds powder while layers are being constructed. That is why the end product is covered in powder. Different techniques under this process use different binding sources like lasers, beams of electrons, etc.
Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS)
SLM and DMLS techniques are actually the SLS for metal parts production. SLS has been explained above.
In DMLS, the powder is heated to such a level that molecular fusion occurs. In the case of SLM, the powder is melted fully by the use of a laser. The main difference between both is this: DMLS can produce parts from alloys while SLM can produce parts from single elements.
Electron Beam Melting (EBM)
As the name suggests, an electron beam is used to bind powdered material in this technique. Exposure to the electron beam causes a localized melting and then solidification of the powder. The solidified areas are built up layer by layer to construct the final part. A limitation of the technique is that it can only be used with conductive materials. Furthermore, it can only be performed in a vacuum.
Process: Material jetting
In this process, certain droplets of the material are selected and deposited on the build plate. These selective droplets are then cured to form a complete product. This is just like a 2D printer but in this case, the droplets ejected by the print head are sensitive to ultraviolet light. Here too, the product is made one layer at a time. Light-sensitive polymers and wax droplets are cured upon exposure to light and the object is made layer by layer. Liquid materials used in this process are called thermosets.
Material Jetting (MJ)
Material jetting is also the name of a technique that is used to implement the above-mentioned process. As explained, the working resembles a 2D inkjet printer but there’s a key difference. In the case of a 2D printer, a single layer of ink is deposited and that’s all. Whereas in material jetting multiple layers are deposited one above the other to form the final product.
Liquid droplets are ejected by the printhead and cured through ultraviolet light. A solid layer is formed. The printhead is then lowered equal to the height of one layer thickness and the process is repeated.
Material jetting is fast because the liquid droplets are deposited line-wise and a complete layer is cured at once. Another advantage is that material jetting allows building layers of multiple products at a time. The models have to be arranged correctly though.
Drop on Demand (DOD)
Two separate inkjets are used in this technique. One ejects the build material while the other is used for making the dissolvable support. The build material is typically wax-like material. In this method as well, the material is deposited pointwise and the cross-section of the material is constructed layer by layer.
For ensuring a completely flat build area, a fly-cutter is used to skim the build surface before each layer is deposited.
Visit Mech Solutions to learn more!


